

Chronic to Supersonic.
Give your plant a pulse.
You can’t see it anymore. You’ve been in this plant long enough that the waste looks normal.
Workarounds, interruptions, backlogs.
It’s not broken. It’s running on brute force.
I find it. In every factory I walk into, I find it.
Done‑for‑you process improvement to fix the problems you stopped noticing.
There’s money on the floor. Stand still long enough and the plant tells you exactly where it’s bleeding.
Northeast Ohio Manufacturers Only
Sounds helpful, but "We're Too Busy Right Now"
You're not too busy to fix the problem.
You're busy BECAUSE of the problem.
Miles of walking waste stealing productive capacity.
The pencil-whipping, the mandatory but pointless admin steps tying up a full-time person (or more).
The layout woes and bottlenecks forcing overtime you can’t sustain.
Late QA defect findings, excess manual rework.
You're firefighting symptoms.
Let’s find the cause.
The only manufacturing consultant in Northeast Ohio who walks into a factory, finds what's actually wrong with the system, fixes it with what's already there, and guarantees results on every project — without a new capital investment, a training program, new IT software, or a 6-month engagement.
Mitch Robinson · Factory Physicians · Aurora, Ohio
When’s the last time you could dedicate 40 hours to one task?
Okay, not fair.
How about 40 minutes?
40 seconds?
You’re maxed out. You’ve pushed the envelope, and it pushed back.
45, 50, 60-hour weeks putting out fires.
Customer orders backing up.
Operators calling in sick.
No one to cover.
Machine broke again and you're waiting on parts.
Owner asks why “margins are down” when you're running full steam.
Here’s why:
One operator can't keep up with demand, but two would be overkill.
You're hitting overtime every week just to catch up.
You know something's off but you can't pinpoint it.
Here's what I've learned after 15 years: The handcuff holding great factories back is usually stupid simple.
Walking waste. Standing around. Huge batch sizes to make up for our 3 hour machine setup time.
Unclear quality specs.
We know what perfect looks like, but what’s good enough? Normal variation, abnormalities and blemishes, or scrap? Stop everything? Pretend nobody saw it?
Unnecessary steps.
Layouts that looked good on paper.
It’s possible that you can't see it because you're in it every day. I watch until I see it.
You know what needs fixing; you just can't stop long enough to make a dent.

Every disruption may seem minor, but in the daily 1,000 piece puzzle you call a workday,
as a factory leader, you need somebody working on the edges and corners so you can handle the big picture.
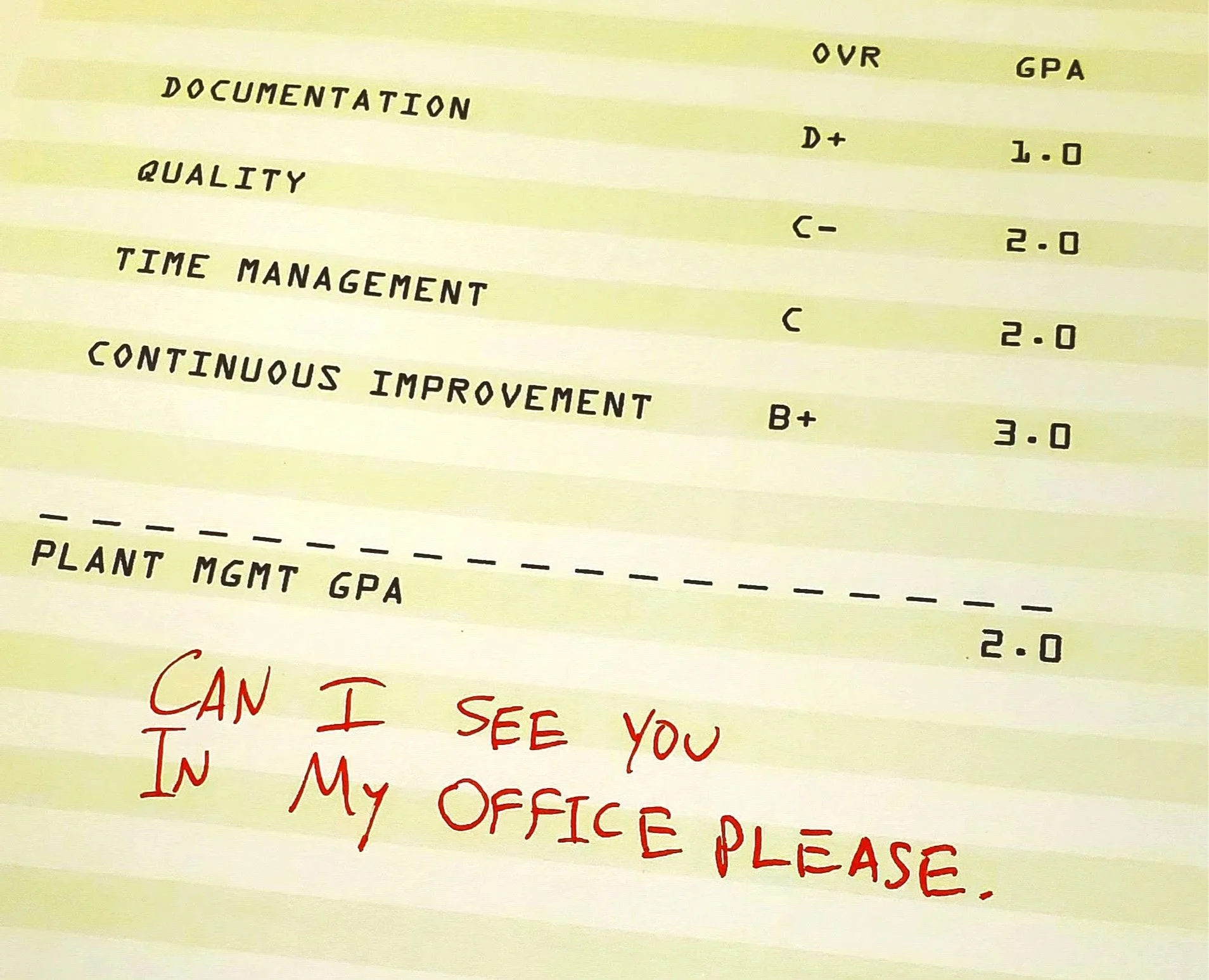
We asked plant managers: "Which subject is bringing down your report card?"
- 56%: Documentation and systems
- 19%: Quality and cost
- 19%: Time management
- 6%: Continuous improvement
You're failing at systems because you don't have time to create them.
On top of that, the ones you inherited are:
- full of mistakes
- no longer relevant
- littered with #REF! 's
Following them makes things worse.
What you need are precise, simple procedures that actually help your team.
Documentation Systems Quality Cost Delivery Continuous Improvement
Documentation Systems Quality Cost Delivery Continuous Improvement

We work on root causes while you run the factory.

Two Ways We Help
Done For You

PATH 1: You Know What's Broken
…and Maybe You’ve Known for Years
Your press brake changeover takes 90 minutes, because you need quick-change tooling and a staging area.
Or your quality rejects are high, because incoming material isn't being checked. Or your welding department is laid out backwards, so everyone walks too far.
You've told your owner. Twice. He said "we can't afford that right now."
Meanwhile you're spending $3,000/month on overtime dealing with the problem the expensive way.
What we do:
→ We show the math to your boss or purchasing team (from this example: $1,200 once vs. $3K per month)
→ We implement it while you handle daily operations
→ We train your people as we go
→ A few weeks later: Problem solved & you own it
Example: Metal fab shop knows their press changeovers are killing them. They know they need over $1,000 in tooling, but Purchasing keeps saying no:
“Spending freeze on all tools and equipment.” Arms crossed.
“ ‘Scuse me while I Roll my Eyes”
(Paraphrased from Plant Manager;
(Paraphrased from Jimi Hendrix))
Well, we show them how this was costing $3K/month in overtime.
Then they approve it. We implement in 8 weeks.
We source the tooling, build the staging cart, train all three shifts, on THEIR schedules (literally nobody else does that), and set up the pit crew workflow.
Changeovers go from 90 minutes to 18 minutes.
And now the team sees even more room for improvement, so they have it down to 14 minutes on average.
That’s what I’m talking about!
Cost: $1,200
Savings: $36,000+/year
This is you if:
You can point to the exact problem
You know what would fix it
You just can't get approval or can't find time to do it
You need someone to implement while you run the factory
Diagnosis
PATH 2: You Need an X-Ray
…to See What's Really Causing the Problem
Your quality is off. Your biggest customer is threatening to leave. You keep losing good people.
Your lead times are twice what they should be. The owner wants answers.
You have 10 problems and zero time. Which one do you fix first?
What it looks like:
→ 30-minute call: You tell us what's breaking
then…
Manufacturing Motion Study 📐⏱️
aka Factory X-RAY
→ We ask a few stupid questions, study and analyze (usually takes 5 days to walk your floor, study all operations, and talk to people to get the whole picture before we jump to conclusions)
→ We find the root cause (sometimes one thing is causing 3-4 symptoms)
→ We tell you: "Fix this one thing, these other three improve"
→ You decide if you want our help or do it yourself
Example: Medical device manufacturer had a quality problem. Some months: 1% or 2% defect rate.
Other months: up to 15.5% defects.
The defects were tiny. You needed a microscope to see them.
High defect rates caused two additional problems:
Customer returns
Lower output (only 2,500 units instead of 3,500+) because of all the rework time
It looked like chaos. Random. Engineers were checking the air vents to see if they could determine why quality issues spiked.
We found the root cause:
Different operators and QA inspectors were making different judgment calls. They had clear examples of perfect parts (pass) and terrible parts (fail).
But everything in between? Gray area. Everyone used their own opinion.
Employees came and went (normal turnover). We checked for clues. Was it a specific new person? A certain day of the week? No pattern. Just one unclear spec.
The solution:
First few days: Take photos through the microscope
Next few days: Rewrite the spec sheet.
We added useful visual examples.
Not just the obvious ones from before: “perfect vs. destroyed…”
The previous examples were so obvious, it was honestly kind of insulting. Why bother?
This needed some clarity.
We showed the in-between cases.
We clarified:
Which minor blemishes were okay
Which were true defects
Why each difference mattered
This helped operators make better parts.
Fewer defective parts sent to QA because the target was clear.It also cleared up confusion inside the QA department. One inspector had been rejecting 1.5x more boards than the others.
Based on the given spec sheets, she wasn't wrong.
It WAS opinion-based. Subjective gray area.
She was very experienced. She'd lived through recalls and loss of contracts.
She didn't want her name on defective parts.
Who could blame her!?
Now the rules are clear. No more guessing.
Fixed in just a few weeks.
Rejects for this problem: +/- 10% down to 0.003%.
All three "problems" disappeared.
This is you if:
Everything feels just a little off
No clear pattern or obvious red flags
You're not sure which fire to fight today
You want a second set of eyes before you spend money
You need to know you're fixing the RIGHT thing first
What Happens
Factory X-Ray
Manufacturing Motion Study
our Fast-Paced
Plant Diagnostic
Spanning multiple days, analyzing all critical departments and processes.
We won’t stop until we’re sure of our findings and fixes. More than once we’ve seen an outsider jump to conclusions based on one weird day or bring up a non-issue. We’ll do our best to filter out the non-issues by gaining full understanding. And we won’t jump to conclusions.
We communicate with you throughout this process, we don’t go hide in some secret room to create baseless theories about your factory.
We interview up and down the line, study, observe, and verify the many spoken and unspoken facts and assumptions that run around in your plant.
Finding and analyzing the bottleneck, locating the real causes of delays, defects, and detours.
You get a neat Factory X-Ray Report detailing exactly what we solved already, plus what each remaining problem is costing you every day.
We aim to find about $50,000-$100,000 in waste and lost opportunity during these first diagnostic sessions. Efficient, thorough, and often very surprising.
Read more - Services
Weekly Treatments

Step 2.
After the Full Diagnostic Factory X-Ray, you may optionally choose ongoing support, and that’s where we’ll continue to implement and execute the fixes alongside your team.
A manufacturing specialist works on the next right thing. Undivided attention makes us immensely effective. We focus on the factory, rather than working around shipping deadlines and budget meetings.
Fixing issues, writing out what actually works, adjusting methods, building work stations, doing the deep data analysis..
All the slow, methodical work most plant managers never have the time to do.
We work on the root causes, while you run the factory.
Learn more about these Services
This Is For Factory Leaders Who've Hit the Ceiling
You built this without help and without training wheels. You got this far figuring it out yourself.
But now everything just looks... normal.
Performance plateau.
Decision fatigue,
fires to fight,
spending freezes,
internal politics,
no room on the to-do list for another pet project.
“It is what it is…”
The pile-up you walk past every day.
The working fix that's actually creating waste.
The thing everyone works around without questioning.
You're not failing. Your factory doesn't look sick.
But you KNOW there's more capacity somewhere. You KNOW one adjustment could change everything. You've tinkered. You've pivoted. You've tried new things. What's your next move?
Our Manufacturing Motion Study, the Factory X-Ray, finds what doesn't show up at a glance. I watch. I crunch the numbers. I see the pattern. We find it. We fix it simply.
Northeast Ohio manufacturers only.
We’re breaking now for Q & A.
I’ve probably answered a couple hundred questions in the text above.
But I know there’s one I missed:
The Question on your mind right now.
If it’s a great one, we might even publish the answer so others save a few seconds, too.
